第七届中国水泥工业粉磨技术研讨会将在绵阳召开
由成都建筑材料工业设计研究院有限公司、西南科技大学、西南水泥有限公司联合主办的以“绿色低碳 科技赋能”为主题的第七届中国水泥工业粉磨技术研讨会将于2024年4月24日-26日在绵阳绵州酒店举办。
国外发达国家在90年代中后推广了硬面堆焊修复技术,既节省了资金,又提高了工件本身的使用寿命。公司立足技术发展前沿。在1999年将该技术率先引入国内。并首先在矿渣磨上成功推广。随后对水泥生料磨的磨辊磨盘进行堆焊修复。寿命超过了新品铸件,经受住了实践的检验。......
1 前言
国外发达国家在90年代中后推广了硬面堆焊修复技术,既节省了资金,又提高了工件本身的使用寿命。公司立足技术发展前沿,在1999年将该技术率先引入国内,并首先在矿渣磨上成功推广,随后对水泥生料磨的磨辊磨盘进行堆焊修复,寿命超过了新品铸件,经受住了实践的检验。
但大型立磨是水泥制粉系统的咽喉。由于工作介质是钢渣、砂岩、石灰石和页岩等,硬度十分高,在破碎和研磨过程中,磨盘、磨辊等工件受到磨损和冲击。如果堆焊操作不当,或是焊丝选择不合适,将严重影响正常生产。因此北京阳光威尔焊接技术有限公司利用进口的实验立磨(图1),采集不同水泥公司的原料;购买国内外几种流行的焊丝,制作了多只堆焊磨辊和磨盘;进行了多组磨料实验,以镍硬4铸件为基础,最终选择了修复立磨磨辊磨盘的药芯焊丝。
2 磨机的磨损机理
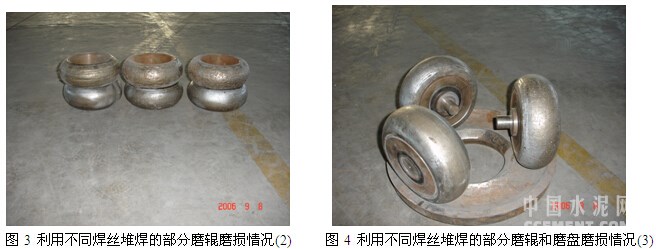
磨机的磨损主要是物料对磨辊及磨盘的摩擦损耗而产生的三体磨料磨损。因此,磨辊磨盘的磨损方式主要是物料中的硬质颗粒对其表面造成的梨沟塑变,使金属表面产生显微切削和碳化物的破碎、剥落。典型的立磨磨辊磨盘磨损后的情况如图2。
3 实验磨机的工作情况
3.1 设备
由德国进口的实验立磨如图1所示.利用不同药芯焊丝堆焊制作的部分磨辊磨盘如图2-图6。


磨辊外经为,磨盘为,基体材料为NI Hard IV 冷硬铸铁。其典型的化学成分如表1。
表1铸件基体典型的化学成分%

3.2 实验磨机的工作描述
用户提供有代表性物料1~2吨,并将不同种物料分别破碎到试验粒度待用。按实际工矿的配比要求,把不同种物料分别称重,充分混匀。将混匀的物料放入料仓中。将碾磨比压调整到与工业磨机相同后,开启试验系统。启动密封机、主风机、辅助风机、热风炉烘磨直到磨后温度达到100。调整主风机挡板,使风量达到试验要求。启动给料系统,手动调整磨内压差达到试验规定后切换到自动调整系统,同时启动计时,并定时取样称重筛分。做好试验记录。调整分离器转数,直到满足产品细度要求,并将试验物料全部磨完。按操作规定关机,拆磨清洗辊套、盘衬,烘干后称重。
整理试验数据,编写试验报告。报告的主要内容是提供工业磨机的规格型号、单位功耗和不同耐磨材质的使用寿命。
4 堆焊焊丝的选择
利用合作单位国外进口的实验立磨(见图1)的试验数据,最终从5种进口的和2种国产的焊丝中选中了韩国生产的直径2.8mm的OA CN-O焊丝(其焊接金属化学成分见表2)。

图2 -图6中是公司制作的部分直径为—的磨辊,磨盘,基体均为NI Hard IV 冷硬铸铁,上堆焊不同的焊丝。对5种进口的和3种国产的堆焊水泥立磨磨辊磨盘的焊丝进行了实物制作和磨料实验。综合耐磨性及韧性等指标,最终确认使用某公司生产的直径2.8mm的OA CN-O 和OA HC-O药芯焊丝.其实验细节和数据见表3。
表3 磨料磨损实验数据
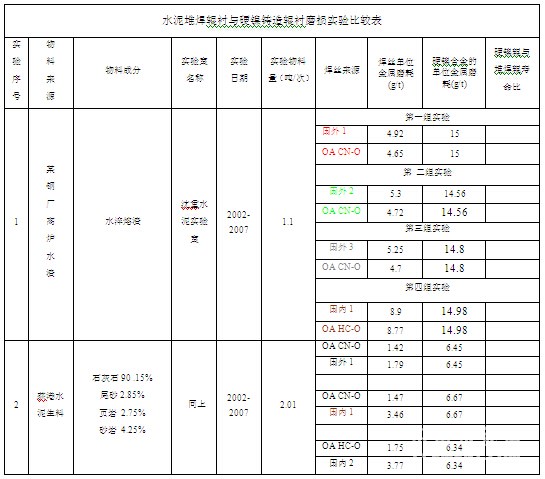
由表3可见,采用OA HC-O焊丝堆焊磨辊,磨高炉渣实验数据中是硬镍4的1.7倍寿命;OA CN-O焊丝寿命更高,为3.2倍。
大生产实践数据表明,实际提高寿命的数据并没有实验立磨上得出的结果完全一致:采用OA HC-O焊丝堆焊磨辊,磨高炉渣实验数据中是硬镍铸件的1.2倍寿命左右,OA CN-O焊丝寿命为硬镍铸件1.7倍左右。这可能是因为生产立磨通常承受冲击以及受各种不同的因素影响,而实验立磨原料粒度均匀,没有冲击,工作环境不象实际立磨那么恶劣所致。
由表可见,焊丝OA CN-O 表现最佳, 国内2表现最差。堆焊中发现国内2焊丝焊接中飞溅很大,而且使用中出现剥落。 水泥立磨是大型水泥企业的重中之重,而磨辊磨盘又是立磨的心脏。因此在选择堆焊修复的焊丝时应慎之又慎,不能信口决定或拈手即来,应有科学实验的基础和实践的经验,否则会出现大面积剥落或是耐磨性差等问题,造成长时间停产或损坏设备的重大事故。
将实验选择的药芯焊丝用于堆焊水泥立磨和水渣立磨磨辊磨盘,自2001年以来已经取得了突破性的效果。上海某建材厂已经使用相同焊丝在线堆焊修复磨辊磨盘7年,为立磨顺行提供了有效的保障。到目前为止唐龙公司、建龙公司和华新水泥、哈尔滨水泥、太原德龙公司、塔牌水泥、海螺水泥等超过80家水泥和水渣立磨厂家一直在使用相同药芯焊丝,还有鞍钢实业堆焊公司、义乌星耀威尔有限公司、珠海威尔堆焊有限公司、沈重、上海石洞口堆焊有限公司、首钢长白机械厂等多家专业堆焊公司多年来使用OA CN-O用于水泥和水渣立磨磨辊和磨盘的堆焊修复,一直未更换过品牌。但是对不同的立磨和不同的原材料和工况条件,公司利用实验立磨试验对焊丝成分微调,确保最大限度地满足不同用户的实际需要。
采用科学的方法,选择合适的焊丝,并对不同的原料条件,对焊丝成分微调,是公司过去成功的技术基础和保证。
5 结论
每一个厂家都希望停工检修周期越长越好,但是由于目前的备件寿命都较短,所以更换频繁,浪费许多时间,造成停产和利润损失。公司采用药芯焊丝明弧焊接工艺修复立磨部件,技术上处于领先水平。实验优选的硬面修复用OA CN-O的性能要优于其它同类产品。它能产生硬质合金NbC提供极高的硬度,又具有足够的韧性。这种沉淀物在堆焊层内紧密的均匀分布,使被研磨材料穿透母体非常困难,因而具有较高的抗磨性。使用OACN-O的部件寿命是新的镍冷硬铸件的1.7倍以上,同时修复成本只是更换新部件的1/2左右。
应有科学实验的基础和实践的经验,选择合适的焊丝,并对不同的原料条件,对焊丝成分微调, 是公司过去成功的技术基础和保证.
利用实验立磨选择确定实际立磨堆焊药芯焊丝是行之有效的科学方法。对不同的立磨和原料条件,焊丝成分也应相应调整。
编辑:陈宗勤
监督:0571-85871667
投稿:news@ccement.com
热门品牌价格
地区频道价格

由成都建筑材料工业设计研究院有限公司、西南科技大学、西南水泥有限公司联合主办的以“绿色低碳 科技赋能”为主题的第七届中国水泥工业粉磨技术研讨会将于2024年4月24日-26日在绵阳绵州酒店举办。

国家一方面要求水泥行业强制进行超低排放改造,另一方面也给予真金白银的补贴和税收优惠政策。


日常要加强磨机运行管理,关注入磨物料粒度水份等理化性质的变化,有针对性的做好维修保障工作。

水泥企业应重视粉磨技术研究。粉磨系统作为水泥生产链中的“耗电大户”,在整个水泥生产工序中耗电占比超过60%,其能耗高、效率低,一直是水泥行业节能降耗的痛点。


四川雅安西南根据西南水泥关于“夯实基础管理,卓越降本2023,提升企业竞争力”活动要求,结合公司实际情况,制定卓越降本实施方案,并将全年方案分项目逐一细化,明确时间节点,落实责任分工。

水泥行业是实现碳中和的关键行业之一,水泥行业碳排放占建材行业碳排放总量的80%左右,是建材行业碳排放重点领域。

淄博鲁中水泥有限公司和烟台宝桥锦宏水泥有限公司已建成的水泥粉磨存量项目,应按照项目立项时产能替代政策补齐产能,现将两家企业补齐水泥粉磨产能情况公示。

吴瑶瑶重点对做功系统、选粉系统、风机系统、工艺测点与智能化、水泥粉磨系统能耗、熟料对水泥粉磨系统的影响等方面进行了详细的解析。吴瑶瑶还指出工艺测点是智能化的基础。智能化可以减少人为因素和管理因素的影响,提升工况的稳定性,降低系统能耗。


自生产线点火投产以来,公司全体干部职工以顽强拼搏的状态,经过近一个月的昼夜奋战,在实践中创新、在探索中前行,不断超越自我、创造奇迹,这是继单日达到设计产能后的又一次突破,标志着磐石新型建材产业园首批项目全面达产达效。

近日,中国水泥网推出“您出邮费 我送礼”活动,参与用户仅需支付油费就可以免费领取全品类装备采购工具书——《水泥行业采购大全》。活动推出以后,受到业内热烈欢迎,工作人员表示,仅仅6月6日一天就发出超过300本。

杨义对北海鱼峰新班子的新举措予以了肯定,并以“解剖麻雀式”的方法,对北海鱼峰去年亏损的原因进行了细化剖析,通过一个个案例“还原解剖”,直面问题和教训,进一步总结经验,共同研讨提出解决方案。

预计年可实现水泥产能180万吨。

4月26日,浙江湖州市经信局发布《关于加快推进水泥粉磨行业整治提升的指导意见》。

2022年,国内首台5300kW永磁电机在矿渣立磨上的应用实践荣获2022年“利君杯”全国建材机械行业技术革新奖三等奖。





水泥厂设备及备品备件采购作为“花钱”环节,不仅关乎水泥企业成本支出,更关乎生产线的安全稳定运行。在当前的市场环境下,优质的设备及备品备件采购渠道对于水泥企业降低生产成本,巩固市场竞争优势尤为重要。

为了更好的展示装备供应商信息,提高水泥企业采购效率,凡录入《水泥企业采购大全》的水泥装备供应商都将免费开通水泥商城,获得线上品牌展示机会。

福州金牛水泥有限公司成立于2006年,是一家大型水泥粉磨企业,公司主要经营袋装水泥、散装水泥。产品长期、广泛应用于国家重点工程和福建标志性工程,销售区域覆盖福建全省,同时辐射浙江等周边省份。

我国水泥行业目前约三千多家企业,每年需要采购大量的备品备件,如何高效寻找到合适的采购资源非常重要。中国水泥网针对行业采购现状,特别推出《水泥企业采购大全》。

水泥工业智能化建设是通往未来的不可逆转的必由之路。


国内水泥行业走过百年发展历程,如今正迎来重要的转型窗口,市场下行以及绿色发展构成的双重压力,迫使水泥企业深度挖掘自身潜力,在涅槃中实现蜕变。

如何让水泥生产中的粉磨作业更加节能高效?

JSW 水泥与德国洪堡公司合作,让辊压机矿渣终粉磨技术装备的可持续发展及应用得到良好体现。

考虑企业的长远发展,节能降耗技改带来的效益和单位产品生产成本的降低,同时享受国家政策红利,很多水泥企业对于新技术、新装备在生产环节的应用,节能降耗的技术革新意愿较强烈。

目前,项目已进入扫尾阶段,计划7月初投入使用。

山东杰达新型建材有限责任公司、山东莱钢永锋钢铁有限公司、招远鸿福双吉水泥有限公司已建成的水泥粉磨违规存量项目,应按照项目立项时产能替代政策补齐产能,置换比例1:1。

福世蓝高分子复合材料技术与粉磨线检修项目结合,这是一次新的检修理念和方式的有益突破。

江苏吉达粉体工程设计研究院与盐城工学院中联水泥有关专家前往巢湖恒信水泥有限公司对其水泥粉磨系统进行调研,对整个系统的工况进行标定、计算、汇总。


冀东:公司研发的立磨等产品在能耗、运行等方面已达到“二代新型干法水泥”装备技术标准,效能提升,能耗更低。

华新在投资者咨询平台答投资者问:公司在湖南省拥有超过1400万吨/年的水泥粉磨产能。

首次在CF项目采用G180×160辊压机配Ф3.8 m×13 m球磨系统。实践证明,辊压机的功效得到了充分发挥,相对于传统联合粉磨系统电耗更低。

立磨在工作中如果出现堵料等情况,轻微者导致生产效率低下,产品质量下降,严重的甚会导致机器的跳停,无法正常工作。

三道锁风阀还极易堵塞粘湿物料,喂料不稳,立磨振动大,系统故障率高。

某水泥公司5000t/d新型干法水泥熟料生产线原料粉磨系统中,粉磨设备主机是史密斯Atox50立磨,其传动机构配套是FlenderKMP710减速机。

磨辊是立磨设备中的主要部件,主要是负责对物料进行碾压粉磨,因此,在生产时,要做好磨辊的定期检查以及日常保养工作,尽量延长磨辊的更换周期,提高生产运转率!

针对粉磨降耗,水泥行业近些年不断尝试性技术,取得了良好节能效果,有力推动了行业绿色发展。

本文以某进口立磨减速机为例,介绍了在维修该减速机时,发现推力瓦座损伤。通过推力瓦瓦面高度检测,探讨了推力瓦与输出法兰间隙在落磨辊前后差异的原因,分析了推力瓦座损伤的原因。

那么,水泥的颗粒级配能否调整?水泥的球形度是不是问题呢?甚至水泥的需水量是不是问题? 颠覆性成果需要颠覆性思维,我们有必要质疑一些有关的固有思维!

外循环生料立磨技术、带中段辊破的列进式冷却机、新型水泥熟料冷却技术及装备、利用高热值危险废弃物替代水泥窑燃料综合技术、低导热多层复合莫来石砖均被列入国家工业节能技术装备推荐目录(2020)中。

推荐文章


