国家发改委:2035年“全国123出行交通圈”基本建成
1月19日,国家发改委召开“十四五”现代综合交通体系发展规划新闻发布会。“全国123出行交通圈”和“全球123快货物流圈”基本形成,我国将基本建成交通强国。
句容台泥水泥有限公司生产线采用国际最先进的新型干法窑外分解技术。水泥粉磨系统采用德国KHD(洪堡)公司生产、目前亚洲最大的RP-Z170/180辊压机,配套国产Φ4.2m×13m球磨机+SKS3250高效选粉机,组成联合粉磨工艺。2004年8月1日正式投产,运行初期产能效果显著,但使用2个月后,辊压机辊面磨损剥落严重,产量急速下降,还由此引发一系列重大设备故障。针对辊压机辊面磨损问题,曾尝试多种修复方案,由南方多家公司采用进口焊丝修复试验,均告失败。直至2006年8月与郑州机械研究所合作,终于解决这一难题。......
一、概述
句容台泥水泥有限公司生产线采用国际最先进的新型干法窑外分解技术。水泥粉磨系统采用德国KHD(洪堡)公司生产、目前亚洲最大的RP-Z170/180辊压机,配套国产Φ4.2m×13m球磨机+SKS3250高效选粉机,组成联合粉磨工艺。2004年8月1日正式投产,运行初期产能效果显著,但使用2个月后,辊压机辊面磨损剥落严重,产量急速下降,还由此引发一系列重大设备故障。针对辊压机辊面磨损问题,曾尝试多种修复方案,由南方多家公司采用进口焊丝修复试验,均告失败。直至2006年8月与郑州机械研究所合作,终于解决这一难题。
二、辊面磨损原因及焊材选择
在南方某公司A和公司B修复辊压机辊面均告失败后,为了解决辊压机辊面剥落、磨损问题,句容台泥水泥有限公司与郑州机械研究所合作共同分析辊面磨损机理。辊压机是由两个速度相同、相对运动的辊子组成,物料在两个辊子之间相互挤压和摩擦。从辊压机的工作状况可以看出,辊面的磨损类型属于高应力磨料磨损。特别是辊压机辊子直径达1700mm,辊面线速度较快(辊面速度:1.8m/s),物料对辊面的冲击、磨损更大,物料循环通过量也比较大(1300t/h)的情况下,要求辊面既有较高的硬度,以保证耐磨性,又要一定的韧性,以满足辊面抗剥落性、抗疲劳性。要达到以上要求,就要求堆焊辊面的焊丝材质必须具备良好的抗剥落能力、较高的硬度和韧性。
在以往的辊面修复过程中,采用进口NiCrMo22作为过渡层打底层,HARDFACE 167NB-O作为耐磨层,FLUXOFIL 56S焊接边角,FLUXOFIL 66作为堆焊耐磨横条。该横条与耐磨层结合力、抗裂性很差,使用一个月横条大面积脱落,辊面经多次焊接后大量横向交错微裂纹向辊套内部延展,又降低了辊套寿命,由此形成恶性循环,多次修复后造成辊套开裂报废。
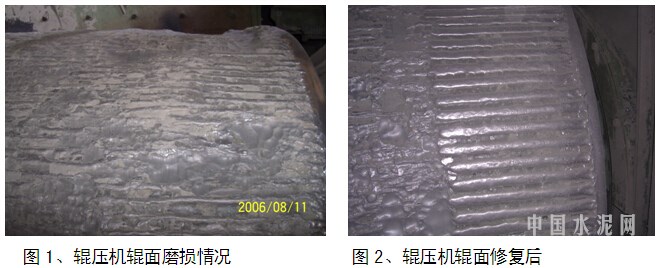
辊压机辊面经过进口焊丝多次堆焊修复失败后,决定考虑使用郑州机械研究所自行研制生产的ZD1、ZD2、ZD3、ZD310系列CO2气体保护药芯焊丝。为了验证ZD系列CO2气体保护药芯焊丝的优越性,2006年8月郑州机械研究所用自行研制生产的ZD系列药芯焊丝及相关工艺,修复辊压机动辊辊面磨损比较严重的部位(如图1),即宽度为300mm的整个圆周。辊面其余部位还使用进口焊丝堆焊。采用半自动堆焊辊面,焊前不需对辊面进行预热,堆焊工艺比较简单,而进口焊丝要求辊面预热到150℃以上,现场施工比较麻烦。
辊压机正常运转一个多月后,用ZD系列CO2气体保护药芯焊丝修复的辊面只有微量磨损,没有出现剥落现象。而用进口焊丝同时修复的部位则出现剥落现象(如图2,图中右边为ZD系列焊丝修复的辊面,左边为进口焊丝修复的辊面)。运行四个月后,辊面磨损均匀,横条高度还有3mm左右。
三、新辊套堆焊
有了此次成功合作经验,台泥(句容)水泥有限公司对郑州机械研究所研制的ZD系列药芯焊丝有了初步了解。为了进一步了解ZD系列药芯焊丝的优越性,2006年11月,台泥(句容)水泥有限公司再次委托郑州机械研究所对辊压机动辊辊套整体堆焊。由于动辊辊套是德国KHD(洪堡)公司提供给台泥(句容)水泥有限公司的,辊体的堆焊原计划采用洪堡公司提供的焊丝,在德国焊接专家指导下堆焊。如果委托给郑州机械研究所,必须征求德国KHD(洪堡)公司的意见。为此,德国焊接专家专程到郑州机械研究所考察堆焊车间,对郑州机械研究所的技术优势、堆焊工艺、堆焊设备的配置等条件非常满意,完全符合洪堡公司的堆焊要求。在辊子堆焊期间,德国焊接专家与郑州机械研究所有关技术人员一起交流,全程跟踪堆焊工艺及焊接材料的使用,对郑州机械研究所自行研制生产的ZD系列药芯焊丝及相关工艺,非常认可。
四、辊套堆焊工艺
句容台泥水泥有限公司辊压机原装辊套材质不详,此前定辊、动辊辊套在堆焊过程中各有一次轴向水平裂纹贯穿而报废先例。对于本次辊套整体焊接,郑州机械研究所首先分析化验辊套母材材质,制定了详尽的施工方案,确保取得最好的焊接效果。具体焊接工艺如下:
1、把辊子放在自动转台,用超声波探伤仪对辊轴及辊套进行超声波探伤(如图3),确认合格后,把辊子预热到一定温度,待焊。

2、用ZD1埋弧药芯焊丝(Φ4.0)打底堆焊止裂层。
3、再用ZD2埋弧药芯焊丝(Φ4.0)堆焊过渡层。
4、再用ZD3埋弧药芯焊丝(Φ4.0)堆焊耐磨层。
5、最后用ZD310药芯焊丝(Φ1.6)堆焊耐磨横条。(如图4)。
五、使用效果
整体堆焊后的动辊于2007年元月1号安装完毕,元月2号投入使用。运行半年后辊面磨损轻微,而且比较均匀,没有出现进口辊压机辊面剥落现象(如图5)。
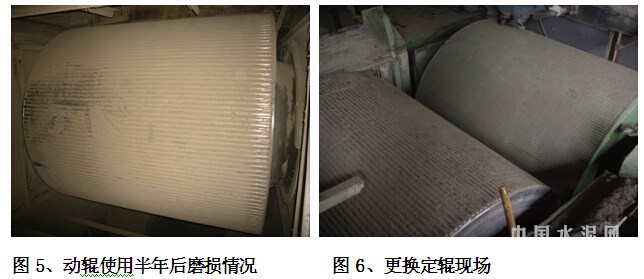
该辊子运行至2008年4月份,辊面依然完好,而定辊(原装进口)磨损的不能使用,于2008年4月17号更换定辊(如图6)。更换后两只辊子同时运行,运行到2010年2月28号,停机观察辊面磨损情况,发现动辊磨损轻微,如果物料中没有耐热钢等对辊面造成局部划痕,辊面使用效果非常好(如图6),而比动辊晚安装将近一年半的定辊(原装进口)磨损比较严重(如图7)。

六、结语
虽然德国洪堡公司原装进口的定辊比用ZD系列药芯焊丝堆焊的动辊晚用一年多(动辊于2007年1月1号安装,而定辊于2008年4月17号安装),从实际运行效果可以看出,动辊磨损程度远远好于定辊。用ZD系列药芯焊丝堆焊的动辊已经连续运行3年多,辊面还基本完好,大大超出当时质保时间8000小时,既为句容台泥水泥有限公司带来可观的经济效益,又为郑州机械研究所带来良好的口碑。自从该公司辊压机辊面使用效果良好,国内其他使用洪堡公司辊压机的水泥企业,比如亚东水泥、龙岩三德等均把辊压机辊子委托给郑州机械研究所修复,使用效果非常好。而且ZD系列药芯焊丝,在线修复工艺简单可行,焊前不用预热辊体。而进口焊丝要求辊体堆焊前预热到175±25℃,工艺复杂,施工现场很难达到这种要求,特别是在冬季。而且价格昂贵,使用效果不理想。ZD系列药芯焊丝在RP-Z170/180辊压机上的成功应用意义重大,解决了大型辊压机辊面易剥落、耐磨性差的难题,为国内同样使用德国KHD(洪堡)公司辊压机的水泥企业提供了修复经验。生产修复次数的减少将大幅提高系统的运转率,减少维修成本,更为凸现辊压机在粉磨领域节能低耗的优势。
编辑:陈宗勤
监督:0571-85871667
投稿:news@ccement.com
热门品牌价格
地区频道价格

1月19日,国家发改委召开“十四五”现代综合交通体系发展规划新闻发布会。“全国123出行交通圈”和“全球123快货物流圈”基本形成,我国将基本建成交通强国。

本产品是一种用于水泥窑尾烟气低温SCR脱硝的催化剂及其制备方法。催化剂以加强玻璃纤维为基材(机械载体),浸渍TiO2前驱物,经过一次烘干、高温焙烧,再浸渍 V2O5 活性成分前驱物,再经过一次烘干、高温焙烧,最终形成多孔且为三态微孔隙结构催化剂。本产品生产工艺精密,利用此催化剂参与的SCR脱硝反应温度在150℃-540℃的范围内时脱硝效率高达95%以上,能有效去除水泥窑尾除尘后烟气中的氮氧化物和二噁英。

如果只是一味地要求降低熟料游离氧化钙,有可能会降低熟料强度,提高窑的热负荷,缩短耐火砖的使用寿命,从而提高了水泥生产成本。

有关混凝土外加剂与水泥的适应性相关问题看出,其不只是化学方面的知识,高分子材料学有一定关联,这是一个极其难以解决的难题,相关企业必须明白此难题的解决的重要性。

外加剂作为混凝土的原材料之一在基础建设中发挥着重要的作用,特别是聚羧酸减水剂综合性能优异其绿色环保、可调控范围宽广、减水率高可使水泥及胶凝材料的性能达最佳状态,但因为水泥品牌品种和外加剂厂家的鱼龙混杂各自工艺也不相同导致经常出现水泥与外加剂不相适应问题,在很大的程度影响了混凝土的施工性能和建筑质量,水泥和聚羧酸外加剂的相容性问题不是单方面的,本文通过各种不同水泥掺合料成分和聚羧酸减水剂机理、组分进行分析。

推荐文章